

Alkisah di suatu pulau kecil, tinggallah berbagai macam benda-benda
abstrak. Ada Cinta, Kesedihan, Kekayaan, Kegembiraan, dan sebagainya.
Mereka hidup berdampingan dengan baik.
Namun suatu ketika, datang badai menghempas pulau kecil itu dan air laut
tiba-tiba naik dan akan menenggelamkan pulau itu. Semua penghuni pulau
cepat-cepat berusaha menyelamatkan diri.
Cinta sangat kebingungan sebab ia tidak dapat berenang dan tak mempunyai
perahu.Ia berdiri di tepi pantai mencoba mencari pertolongan. Sementara
itu air makin naik membasahi kaki Cinta.
Tak lama Cinta melihat Kekayaan sedang mengayuh perahu. "Kekayaan!
Kekayaan! Tolong aku!" teriak Cinta. "Aduh! Maaf, Cinta!" kata Kekayaan,
"perahuku telah penuh dengan harta bendaku. Aku tak dapat membawamu
serta, nanti perahu ini tenggelam. Lagipula tak ada tempat lagi bagimu
di perahuku ini." Lalu Kakayaan cepat-cepat mengayuh perahunya pergi.
Cinta sedih sekali, namun kemudian dilihatnya Kegembiraan lewat dengan
perahunya. "Kegembiraan! Tolong aku!" teriak Cinta. Namun Kegembiraan
terlalu gembira karena ia menemukan perahu sehingga ia tak mendengar
teriakan Cinta.
Air makin tinggi membasahi Cinta sampai ke pinggang dan Cinta semakin
panik.
Tak lama lewatlah Kecantikan."Kecantikan! Bawalah aku bersamamu!" teriak
Cinta. "Wah, Cinta, kamu basah dan kotor. Aku tak bisa membawamu ikut.
Nanti kamu mengotori perahuku yang indah ini," sahut Kecantikan.
Cinta sedih sekali mendengarnya. Ia mulai menangis terisak-isak. Saat
itu lewatlah Kesedihan. "Oh, Kesedihan, bawalah aku bersamamu," kata
Cinta. "Maaf, Cinta. Aku sedang sedih dan aku ingin sendirian saja,"
jawab Kesedihan sambil terus mengayuh perahunya.
Cinta putus asa. Ia merasakan air makin naik dan akan menenggelamkannya.
Pada saat kritis itulah tiba-tiba terdengar suara, "Cinta! Mari cepat
naik ke perahuku!" Cinta menoleh ke arah suara itu dan melihat seorang
tua dengan perahunya. Cepat-cepat Cinta naik ke perahu itu, tepat
sebelum air menenggelamkannya.
Di pulau terdekat, orang tua itu menurunkan Cinta dan segera pergi lagi.
Pada saat itu barulah Cinta sadar bahwa ia sama sekali tidak mengetahui
siapa orang tua yang menyelamatkannya itu. Cinta segera menanyakannya
kepada seorang penduduk tua di pulau itu, siapa sebenarnya orang tua itu.
"Oh, orang tua tadi? Dia adalah Waktu," kata orang itu.
"Tapi, mengapa ia menyelamatkanku? Aku tak mengenalnya. Bahkan
teman-teman yang mengenalku pun enggan menolongku," tanya Cinta heran.
"Sebab," kata orang itu, "hanya Waktu-lah yang tahu berapa nilai
sesungguhnya dari Cinta itu."
Anda mungkin tidak percaya ini tapi nasehatnya luarbiasa.
Baca sampai habis, anda akan belajar sesuatu dan menemukannya nanti!!!
SATU.
berikan mereka lebih dari yang mereka harapkan dan lakukan itu dengan
senang hati.
DUA.
Menikahlah dengan pria/wanita yang anda cintai. Ketika anda beranjak
tua, keahlian percakapan mereka akan mejadi sepenting seperti hal lain.
TIGA.
Jangan percaya dengan apa yang anda dengar, Habiskan apa anda miliki
atau tidur semau anda.
EMPAT.
Ketika anda ucapkan, "Aku mencintaimu", Seriuslah.
LIMA.
Ketika anda ucapkan, "Maafkan saya", pandang mata orang itu.
ENAM.
Tunanganlah sedikitnya enam bulan sebelum anda menikah.
TUJUH.
Percayalah pada cinta pandangan pertama.( Tapi aku jarang mendapatkannya.wakakakaka)
DELAPAN.
Jangan tertawakan/remehkan impian orang. Orang yang tidak punya impian
adalah miskin.
SEMBILAN.
Cintailah dengan mendalam dan bergairah. Anda mungkin akan terluka,
tapi ini satu-satunya cara untuk menjalani hidup sebenarnya.
SEPULUH.
Saat terjadi percekcokan/pertengkaran, Janganlah menyebut nama.
SEBELAS.
Jangan menilai orang karena dengan siapa mereka berteman.
DUABELAS.
Bicaralah pelan tapi berpikirlah cepat.
TIGABELAS.
Ketika seseorang mengajukan pertanyaan, yang anda sendiri tidak ingin
menjawabnya, tersenyumlah dan tanya, "Kenapa anda ingin tahu?"
EMPATBELAS.
Ingat bahwa cinta dan kesuksesan besar membutuhkan pengorbanan.
LIMABELAS.
Ucapkan "berkah bagimu" saat anda mendengar orang bersin.
ENAMBELAS.
Ketika anda kalah, jangan lupakan pelajaran yang didapat.
TUJUHBELAS.
Hargai diri sendiri;
Hargai orang lain;
Bertanggung jawab pada semua yang anda lakukan.
DELAPANBELAS.
Jangan biarkan pertengkaran kecil merusak persahabatan yang besar.
SEMBILANBELAS.
Ketika anda sadar telah berbuat kesalahan Ambil langkah segera untuk
memperbaikinya.
DUAPULUH.
Tersenyumlah saat menerima telepon.
Penelpon akan mendengarnya dari suara anda.
Selasa, 24 Maret 2009
Kamis, 19 Maret 2009
rocket pendingin pada PC

Perangkat yang berbentuk roket ini sangat berperan saat bekerja karena pada sistem watercooling ini, Thermaltake tidak menggunakan radiator dengan bentuk yang biasa untuk mendinginkan airnya. Thermaltake mengandalkan sisi dinding aluminium yang cukup panjang dari roket tersebut untuk mendinginkan air yang mengalir di dalamnya.
Bobot roketnya sendiri tergolong berat karena seluruh sisinya terbuat dari aluminium. Pada bagian paling atas roket, Thermaltake menggunakan akrilik sebagai penutupnya untuk memperindah watercooling ini. Selain itu, Thermaltake memberikan sebuah pompa dan waterblock yang sama seperti pada paket penjualan watercooling Thermaltake tipe lain. Pompa tersebut menggunakan power 12 v dan dapat diletakkan didalam casing Anda.
Pada waterblock-nya terdapat LED berwarna biru yang memperindah sistem watercooling ini. Proses instalasi dapat dilakukan dengan mudah oleh CHIP karena dibantu dengan buku manual yang cukup informatif. Anda hanya perlu mengunci baut penutup pada roket dengan kencang. Jika tidak dikunci dengan rapat, bisa terjadi kebocoran pada sisi penutupnya.

Akrilik bening: Puncak roket diperindah dengan penutup akrilik bening yang memperlihatkan pancuran coolant.
Pada pengujian, seperti biasa, CHIP menggunakan platform yang tidak menggunakan casing. Prosesor yang digunakan adalah Intel Pentium 4 3,2 dengan inti Prescott. Dalam kondisi full-load, watercooling ini mencatat angka 57,8 derajat Celsius. Kemudian pada kondisi idle, watercooling ini dapat meredam hingga ke angka 38.1 derajat Celsius. Sebagai informasi, suhu ruang CHIP Test Center berkisar 21-22 derajat Celsius.
Dalam paket penjualannya, Anda akan mendapatkan sebuah boks besar yang berisi tower rocket, dua botol coolant Thermaltake, waterblock dengan desain baru, dan beberapa komponen pelengkap.
Kesimpulan CHIP: Thermaltake Rocket merupakan watercooling dengan bentuk yang berbeda. Radiator-nya berwujud tower rocket yang berbahan aluminium. Kinerjanya bisa menandingi sistem watercooling lainnya.
Senin, 16 Maret 2009
resin dan karak teristiknya
Pada umumnya bentuk dasar suatu bahan komposit adalah tunggal dimana merupakan susunan dari paling tidak terdapat dua unsur yang bekerja bersama untuk menghasilkan sifat-sifat bahan yang berbeda terhadap sifat-sifat unsur bahan penyusunnya. Dalam prakteknya komposit terdiri dari suatu bahan utama (matrik - matrix) dan suatu jenis penguatan (reinforcement) yang ditambahkan untuk meningkatkan kekuatan dan kekakuan matrik. Penguatan ini biasanya dalam bentuk serat (fibre, fiber).
Sekarang, pada umumnya komposit yang dibuat manusia dapat dibagi kedalam tiga kelompok utama:
1. Komposit Matrik Polimer (Polymer Matrix Composites – PMC)
2. Komposit Matrik Logam (Metal Matrix Composites – MMC)
3. Komposit Matrik Keramik (Ceramic Matrix Composites – CMC)
Komposit Matrik Polimer (Polymer Matrix Composites – PMC) – Bahan ini merupakan bahan komposit yang sering digunakan disebut, Polimer Berpenguatan Serat (FRP – Fibre Reinforced Polymers or Plastics) – bahan ini menggunakan suatu polimer-berdasar resin sebagai matriknya, dan suatu jenis serat seperti kaca, karbon dan aramid (Kevlar) sebagai penguatannya.
Komposit Matrik Logam (Metal Matrix Composites – MMC) – ditemukan berkembang pada industri otomotif, bahan ini menggunakan suatu logam seperti aluminium sebagai matrik dan penguatnya dengan serat seperti silikon karbida.
Komposit Matrik Keramik (Ceramic Matrix Composites – CMC) – digunakan pada lingkungan bertemperatur sangat tinggi, bahan ini menggunakan keramik sebagai matrik dan diperkuat dengan serat pendek, atau serabut-serabut (whiskers) dimana terbuat dari silikon karbida atau boron nitrida
Komposit Matrik Polimer
Sistem resin seperti epoksi dan poliester mempunyai batasan penggunaan dalam manufaktur strukturnya, dikarenakan sifat-sifat mekanik tidak terlalu tinggi dibandingkan sebagai contoh sebagian besar logam. Bagaimanapun, bahan tersebut mempunyai sifat-sifat yang diinginkan, sebagian besar khususnya kemampuan untuk dibentuk dengan mudah kedalam bentuk yang rumit.
Bahan seperti kaca, aramid dan boron mempunyai kekuatan tarik dan kekuatan tekan yang luar biasa tinggi tetapi dalam ‘bentuk padat’ sifat-sifat ini tidak muncul. Hal ini berkenaan dengan kenyataan ketika ditegangkan, serabut retak permukaan setiap bahan menjadi retak dan gagal dibawah titik tegangan patah teoritisnya. Untuk mengatasi permasalahan ini, bahan diproduksi dalam bentuk serat, sehingga, meskipun dengan jumlah serabut retak yang terjadi sama, serabut retak tersebut terbatasi dalam sejumlah kecil serat dengan memperlihatkan sisa kekuatan teoritis bahan. Oleh karena itu seikat serat akan mencerminkan lebih akurat kinerja optimum bahan. Bagaimanapun juga satu serat dapat hanya memperlihatkan sifat-sifat kekuatan tarik sesuai panjang serat, seperti halnya serat dalam suatu tali.
Jika sistem resin dikombinasikan dengan serat penguat seperti kaca, karbon dan aramid, sifat-sifat yang luarbiasa dapat diperoleh. Matrik resin menyebarkan beban yang dikenakan terhadap komposit antara setiap individu serat dan juga melindungi serat dari kerusakan karena abrasi dan benturan. Kekuatan dan kekakuan yang tinggi, memudahkan pencetakan bentuk yang rumit, ketahanan terhadap lingkungan yang tinggi dengan berat jenis rendah, membuat kesimpulan komposite lebih superior terhadap logam dalam banyak aplikasi.
Bila Komposit Matrik Polimer mengabungkan sistem resin dan serat penguat, sifat-sifat yang dihasilkan bahan komposit akan memadukan beberapa hal sifat-sifat yang dimiliki oleh resin dan yang dimiliki oleh serat.
Secara umum, sifat-sifat komposit ditentukan oleh:
1. Sifat-sifat serat
2. Sifat-sifat resin
3. Rasio serat terhadap resin dalam komposit (Fraksi Volume Serat – Fibre Volume Fraction)
4. Geometri dan orientasi serat pada komposit
Bahan komposit dibentuk pada saat yang sama ketika struktur tersebut dibuat. Hal ini berarti bahwa orang yang membuat struktur menciptakan sifat-sifat bahan komposit yang dihasilkan, dan juga proses manufaktur yang digunakan biadanya merupakan bagian yang kritikal yang berperanan menentukan kinerja struktur yang dihasilkan.
Pembebanan
Terdapat empat beban langsung utama dimana setiap bahan dalam suatu struktur harus menahannya: tarik, tekan, geser/lintang dan lentur
Tarik
Gambar dibawah memperlihatkan beban tarik yang diterapkan pada suatu komposit. Reaksi komposit terhadap beban tarik sangat tergantung pada sifat kekakuan dan kekuatan tarik dari serat penguat, dimana jauh lebih tinggi dibandingkan dengan resinnya.
Tekan
Gambar dibawah ini memperlihatkan suatu komposit dibawah beban tekan. Disini sifat daya rekat dan kekakuan dari sistem resin adalah penting, sebagaimana resin menjaga serat sebagai kolom lurus dan menjaganya dari tekukan (buckling)
Geser/Lintang
Gambar dibawah ini memperlihatkan suatu komposit dikenakan beban geser. Beban ini mencoba untuk meluncurkan setiap lapisan seratnya. Dibawah beban geser resin memainkan peranan utama, memindahkan tegangan melintang komposit. Untuk membuat komposit tahan terhadap beban geser, unsur resin harus tidak hanya mempunyai sifat-sifat mekanis yang baik tetapi juga daya rekat yang tinggi terhadap serat penguat.
Lenturan
Beban lentursebetulnya merupakan kombinasi beban tarik, tekan dan geser. Ketika beban seperti diperlihatkan, bagian atas terjadi tekan, bagian bawah terjadi tarik dan bagian tengah lapisan terjadi geser.
Sistem-sistem Resin
Apapun sistem resin yang digunakan dalam bahan komposit akan memerlukan sifat-sifat berikut:
1. Sifat-sifat mekanis yang bagus
2. Sifat-sifat daya rekat yang bagus
3. Sifat-sifat ketangguhan yang bagus
4. Ketahanan terhadap degradasi lingkungan bagus
Sifat-sifat Mekanis Sistem Resin
Gambar dibawah memperlihatkan kurva tegangan/regangan untuk suatu sistem resin ideal. Kurva untuk resin menunjukkan kekuatan puncak tinggi, kekakuan tinggi (ditunjukkan dengan kemiringan awal) dan regangan tinggi terhadap kegagalan. Hal ini berarti bahwa resin pada awalnya kaku tetapi pada waktu yang sama tidak akan mengalami kegagalan getas.

Seharusnya dicatat dimana ketika suatu komposit di bebani tarik, untuk mencapai sifat-sifat mekanis yang optimal dari komponen serat, resin harus mampu berubah panjang paling tidak sama dengan serat. Gambar dibawah ini memberikan regangan terhadap kegagalan yang dimiliki untuk serat kaca-E, serat kaca-S, serat aramid, dan serat karbon berkekuatan tinggi (yaitu bukan dalam bentuk komposit). Disini terlihat, sebagai contoh, serat kaca-S dengan perpanjangan 5,3%, akan membutuhkan resin dengan perpanjangan paling tidak sama dengan nilai tersebut untuk mencapai sifat tarik yang maksimum.

Sifat-sifat Daya rekat Sistem Resin
Daya rekat yang tinggi antara resin dan serat penguat diperlukan untuk apapun jenis sistem resin. Hal ini akan menjamin bahwa beban dipindahkan secara efisiensi dan akan menjaga pecahnya atau lepasnya ikatan serat dan resin ketika ditegangkan.
Sifat Ketangguhan Sistem Resin
Ketangguhan adalah suatu ukuran dari ketahanan bahan terhadap propaganda retak, tetapi dalam komposit hal ini akan susah untuk diukur secara akurat. Bagaimanapun juga, kurva tegangan dan regangan yang dimiliki sistem resin menyediakan beberapa indikasi ketangguhan bahan. Sistem resin dengan regangan terhadap kegagalan yang rendah akan cenderung menciptakan komposit yang getas, dimana retak dapat mudah terjadi.
Sifat terhadap Lingkungan Sistem Resin
Ketahanan terhadap lingkungan, air dan substansi agresif lain yang bagus, bersama-sama dengan kemampuan untuk bertahan terhadap siklus tegangan konstan, adalah sifat yang paling esensi untuk apapun jenis sistem resin. Sifat-sifat ini secara khusus penting untuk penggunaan pada lingkungan laut.
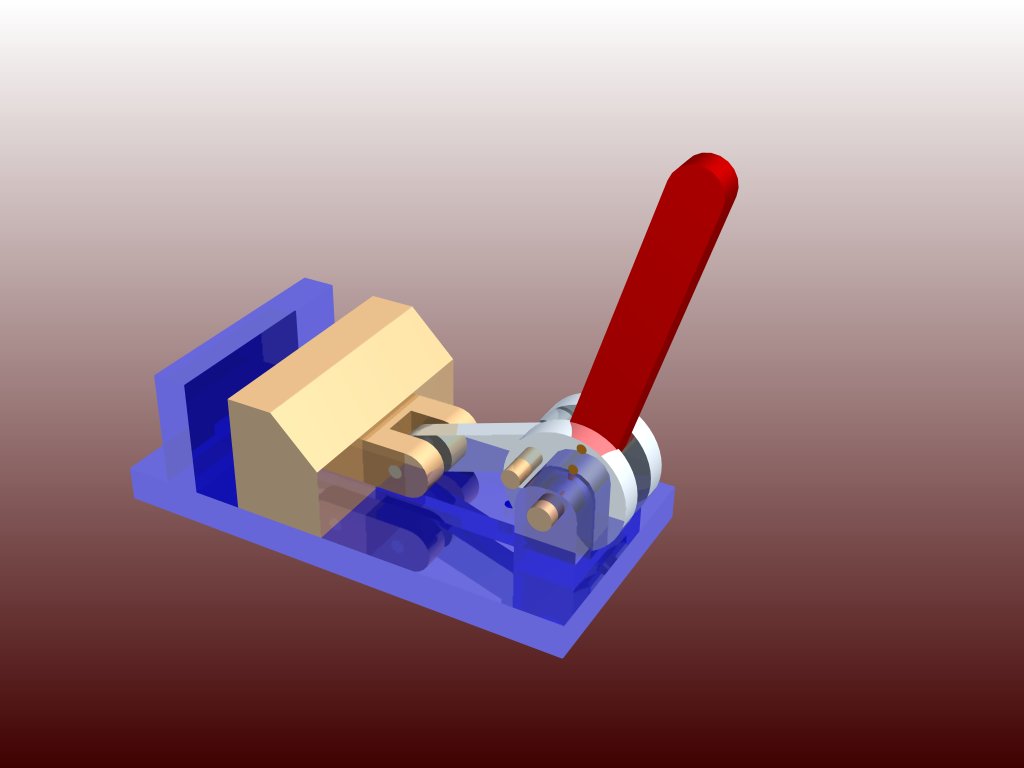
injection moulding clamp
| The Injection Moulding Clamp | |
 |
The mechanism should lock on when the mid pivot point ("the big end") dips below the line between the other two pivot points - this is a toggle action. A dovetail slider strip and cutout would be necessary to make this design work in reality. Aesthetically this design needs improvement - the base can have a different shape, the handle is not comfortable and needs to be rounded and made to fit the hand better (Ergonomics). The slider is too blocky and the edges too square. All the silver steel pivot pins should run in bushes made from nylon or bronze. Their is opportunity to work with a range of materials to produce a good performance and improve the aesthetics.
|
Download the zip file containing the parts and assembly for this design by clicking here.
|  |
 |
Download the zip file containing the parts and assembly for this design by clicking here. |
 | |
 |
Download the zip file containing the parts and assembly for this design by clicking here. |
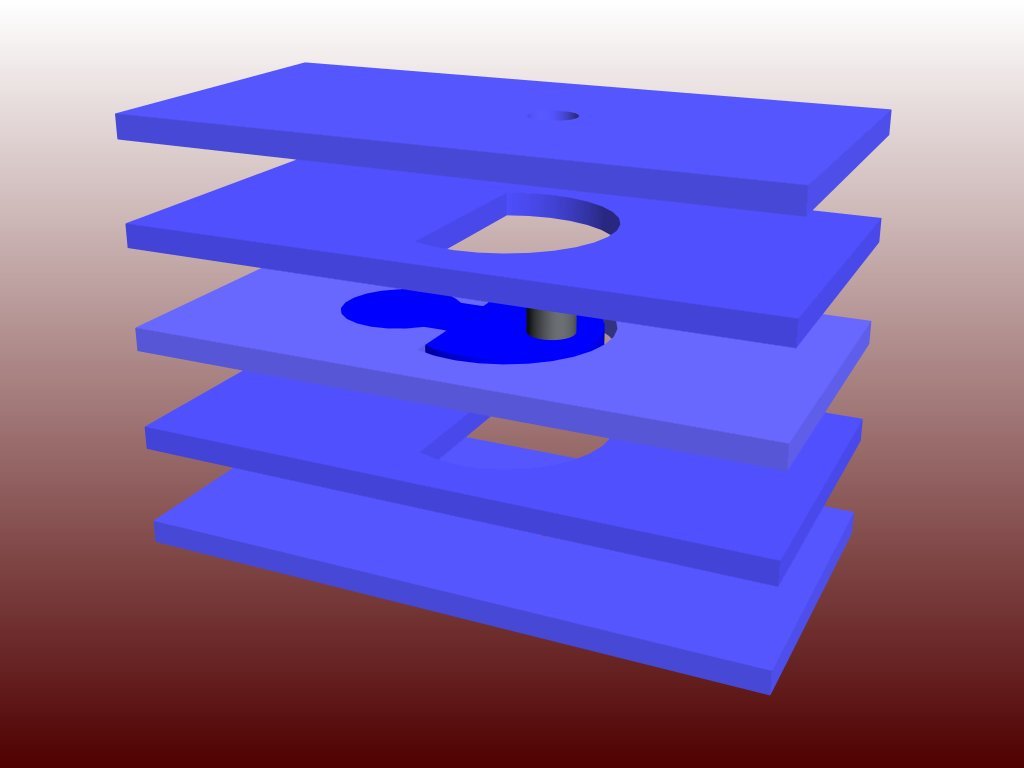
The Injection Moulding Die. | |
 |
|
Download the Techsoft 2D Design file for the die parts by clicking here. Download the Pro/DESKTOP zip file for the die parts by clicking here. | 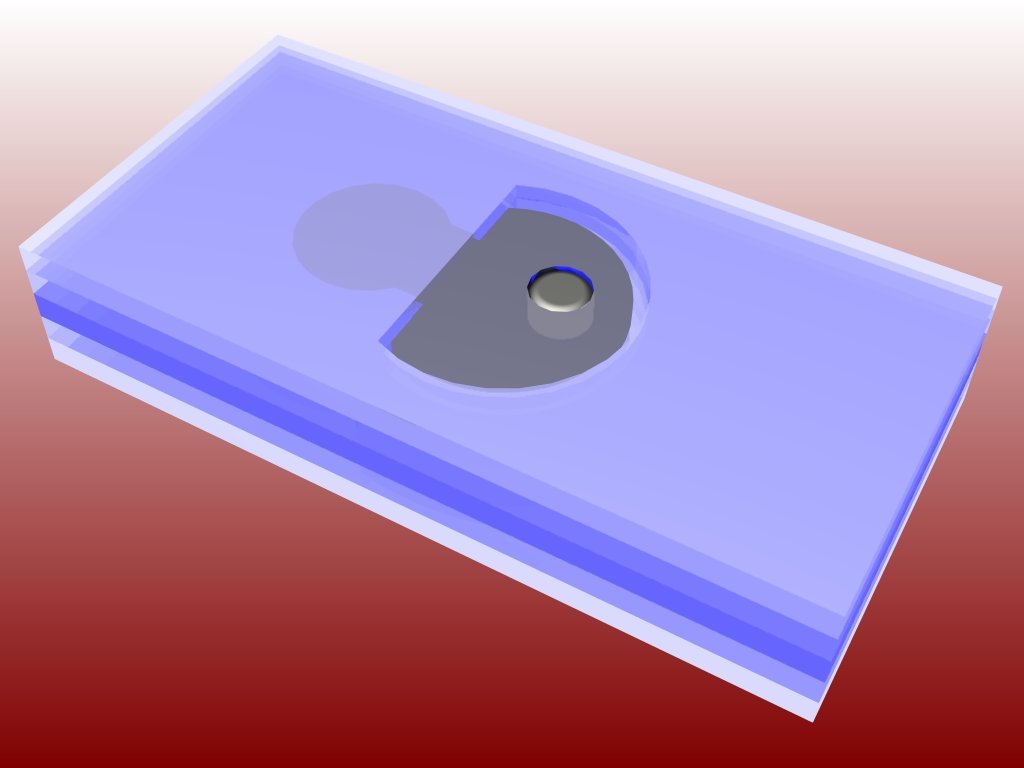 |
| The Embossing Tool | |
 |
Click here to download the Zip file for this design in Pro/DESKTOP. |
 | |
 |
The animation is done by capturing the GL information using a Shareware program called FRAPS, then editing it in Animation Shop Pro. Save as an optimised GIF to drastically reduce the file size. Click here to download the Zip file for this design in Pro/DESKTOP. |
|  |
 |
Kamis, 12 Maret 2009
membuat master cetakan mobil mini
PROSES PEMBUATAN MASTER CETAKAN
4.1. Teknik pembuatan rangka batang (Layer)
4.1.1. Pembuatan pola layer
Gambar pola layer dibuat dengan menggunakan software AutoCAD, gambar pola dijadikan sebagai patokan untuk pemotongan lembaran layer wash (lilin mainan). Pembuatan pola pada layer lilin ini dilakukan dengan cara menempelkan kertas bergambar dibawah kaca sehingga terlihat dari balik kaca kemudian pada bagian kaca yang lain dibuat sebagai cetakan mengikuti pola dibawah kaca.
3D versi AutoCAD 2D
Gambar 4.1. pola layer dalam bentuk 3D dan 2D
4.1.2. Pembagian layer
Dalam pembuatan master cetakan atau master molding haruslah mempertimbangkan hal-hal sebagai berikut :
1. Master (body mobil) dibongkar dari alas cetakan (rangka batang) saat pembuatan molding atau cetakan
2. Molding mudah dibongkar saat pembuatan produk body mobil.
3. Menghasilkan master cetakan yang ringan sehingga mudah jika dipindah-pindah.
4. Mudah melakukan perawatan serta penyimpanan.
5. Kaku dan kuat.
6. Akan menghasilkan cetakan yang mampu digunakan untuk mencetak secara berulang-ulang.
7. Ringkas tidak memakan tempat.
8. Tidak memboroskan bahan.
Dengan pertimbangan tersebut maka jumlah layer pada pembuatan master cetakan perlu direncanakan. Gambar body car secara utuh akan dibagi beberapa layer dan pembuatan pola menggunakan software AutoCAD, hal ini dimaksudkan agar pola yang dibuat lebih presisi dan mudah dalam pemotongan layer. Dalam pembuatan master cetakan ini terbagi menjadi menjadi 10 layer.
Gambar 4.2. Penentuan jumlah layer master cetakan
4.1.3. Proses Laminasi
1. Tempelkan gambar rangka peda kaca
Gambar 4.3. Penempelan gambar rangka
2. Wash (lilin) dibentuk mengikuti lekukan gambar yang telah ditempelkan di bawah kaca.
Gambar 4.4. Bentuk wash sudah menempel pada kaca
3. Wax (mirror) dioleskan dengan menggunakan kain/koas.
Gambar 4.5. Pengolesan wax (M.A.A)
4. Resin,katalis, dan talk dicampurkan dan di aduk hingga rata.
Gambar 4.6. Pencampuran resin, katalis, dan talk
5. Campuran resin, katalis dan talk dioleskan ke permukaan kaca yang telah diolesi wax.
Gambar 4.7. Proses pengolesan
6. Olesan dibiarkan hingga mengental kemudian fiber glass dimasukan.
Gambar 4.8. proses memasukan fiber
7. Pekerjaan tersebut diulang-ulang hingga ketebalan yang diinginkan (Rata-rata 12,90mm) dan tunggu hingga mengering.
8. Setelah kering dicelupkan pada larutan detergen agar mudah dilepas.
Gambar 4.9. Hasil layer sebelum di lepas
4.2. Proses Pembuatan Body
Setelah pembuatan rangka batang (layer) telah selesai dikerjakan semua dan telah dilakukan proses penghalusan (finishing), proses selanjutnya adalah pembuatan body. Didalam pembuatan car body ini, ada beberapa langkah yang harus dilakukan diantaranya sebagai berikut :
1. 1 2 3 4 5 6 7 8 9 10
Gambar 4.10. Penyatuan layer
2. Rangka yang telah tersusun dialasi dengan stemen diatasnya
Gambar 4.11. Rangka yang telah dialasi stremen
3. Campurkan resin dan katalis, aduk hingga rata
Gambar 4.12. Pencampuran resin
4. Oleskan campuran resin tersebut diatas stremen sedikit demi sedikit hingga perkukaan stremen tertutup rata
Gambar 4.13. permukaan stremen yang telah tertutup resin
5. Campuran resin dengan katalis ditambahkan dengan talk, fungsi dari talk ini untuk menghemat resin sehingga pemakaian resin tidak terlalu benyak
Gambar 4.14. Pencampuran resin, katalis dan talk
6. Oleskan resin yang telah dicampur dengan talk keatas permukaan stremen yang telah tertutup resin
7. Setelah mengental masukan fiber galss sedikit demi sedikit
8. Lakukan proses no.7 secara berulang-ulang sehingga mencapai ketebalan yang diinginkan
Gambar 4.15. Car body
4.3. Proses Pembuatan Pintu, Kap dan Bagasi
Pembuatan molding pintu, kap, dan bagasi terpisah dengan car body sehingga perlu dilakukan penyekatan pada car body. Proses pembuatannya sebagai berikut :
1. Body samping kanan dan kiri di beri sekat dengan menggunakan kertas karton, setelah terbentuk pintu kemudian kita olesi wax (M.A.A) tujuannya agar mudah melepaskan molding dari car body.setelah itu oleskan campuran resin dan katalis sebanyak 2X pada body yang telah disekat tadi, masukan fiber glass pada saat olesan resin katalis telah menjadi gel, lakukan proses tersebut sebanyak 4X.
Gambar 4.16. Pembuatan pintu
2. Body belakang dan depan juga kita sekat sehingga membentuk kap dan bagasi, proses pembutan molding nya sama seperti proses pembuatan pintu.
Gambar 4.17. Pembuatan Bagasi
4.4. Finising
Proses finishing master molding yang dihasilkan dari proses pencetakan dilakukan dengan tujuan sebagai :
1. Membersihan kotoran yang dihasilkan dari proses sebelumnya.
2. Memotong (triming) dan membuang bagian yang tidak dipakai.
3. Mendeteksi adanya rongga udara pada master molding.
4. Melakukan tindakan jika terjadi adanya cacat produk.
Langkah-langkah dalam melakukan finishing produk car body dengan cara sebagai berikut :
1. Potong (triming) bagian-bagian yang tidak dipakai.
2. Menghaluskan garis-garis timbul yang dihasilkan oleh celah akibat rongga antara dua buah molding.
3. Menutup lubang yang dihasilkan dari proses penyemprotan gelcoat serta laminasi yang tidak merata.
4. Untuk meratakan dan menghaluskan permukaan car body dapat dilakukan dengan mengamplas seluruh permukaan produk, amplas yang digunakan adalah amplas water proof nomor 320 dan 600. Penggunaan amplas secara bertahap dari nomor 320 merata ke semua permukaan diteruskan nomor 600.
Langganan:
Komentar (Atom)
 chat n date
chat n date